Profilētas skārda loksnes tiek plaši izmantotas rūpnieciskajā un civilajā celtniecībā. Tomēr tie nav izgatavoti ar rokām. Kā ir sakārtota līnija gofrētās plātnes ražošanai, kādi tie ir un kādas ir atšķirības - vēlāk rakstā.
Pirms tieši apsverat aprīkojumu, lai labāk izprastu, kā tiek noteiktas tā īpašības, jums jāizlemj, kādi ir gofrētā kartona veidi. Galu galā tieši gala produkta parametri nosaka aprīkojuma izvēli tā ražošanai.
 Ieklāšana, pat ar vismazāko rievojumu (8 mm sienu modifikācijām), izrādās daudz izturīgāka par parasto, cinkoto lokšņu tēraudu, no kura tas ir izgatavots.
Ieklāšana, pat ar vismazāko rievojumu (8 mm sienu modifikācijām), izrādās daudz izturīgāka par parasto, cinkoto lokšņu tēraudu, no kura tas ir izgatavots.
Tas ir gareniskais reljefs, kas nodrošina tā papildu stingrību.Tāpēc celtnieki to plaši izmanto dažādiem mērķiem: rūpniecisko ēku žogiem un sienām, kā jumta seguma materiālu, starpgrīdas griestiem un pat kā fiksētu veidni.
Sienas un jumta segumi, kas izgatavoti no gofrētā kartona, nenoslogo ēkas un tiem ir lieliska hermētiskums (1. zemsvītras piezīme).
Protams, dažādiem uzdevumiem ir vajadzīgas atšķirīgas īpašības un līdz ar to arī gofrētā kartona ražošanas līnijas.
Visa tehnoloģiskā informācija par patērētāja īpašībām ir ietverta pašā gofrētā kartona marķējumā, ar ko ir svarīgi iepazīties pirms kā izvēlēties gofrētu jumtu.
Tās ražošanai ir valsts standarts - GOST 24045-94, kurā ir reģistrētas visas zīmolā atspoguļotās īpašības.
Piemēram, C44-1000-0,4 nozīmē:
- C - materiāla mērķis
- 44 - gofrēšanas augstums
- 1000 - noderīgs vai loksnes montāžas platums
- 0,4 - izmantotā metāla biezums
Gofrēto plātņu klasifikācija (2. zemsvītras piezīme):
- AR - sienu ieklāšana izmanto žogu, sienu un starpsienu celtniecībai
- H - jumta segumam tiek izmantota gofrētā plātne
- HC - izmanto kā jumta segumu un kā gofrēto plātni sienām
Svarīga informācija! Visu standarta gofrēto lokšņu ražošanai tiek izmantota 1250 mm plata loksne. Dažādus gala produkta platumus (parasti no 750 līdz 1150 mm) nosaka materiāla novirze uz gofrējuma augstumu: jo augstāks profils, jo mazāks platums. Tomēr tajā pašā laikā proporcionāli palielinās arī spēks.
Lokšņu garums saskaņā ar GOST var būt no 2,4 sienām un 3 m jauktiem un jumta materiāliem, līdz 12 m visiem veidiem.
Taču, ņemot vērā to, ka materiāls ir velmēts, pēc pasūtījuma ražotāji ir gatavi sagriezt savus izstrādājumus jebkurā klientam ērtā izmērā.
Jumta seguma materiāliem arī vairumā gadījumu ārpusē rievojuma augšpusē ir speciāla kapilārā drenāžas rieva.
Kā izejmateriāls gofrētās plātnes ražošanai tiek izmantots tikai cinkots velmēts metāls. Tā biezums var būt no 0,35 līdz 2 mm. Ruļļa standarta ārējais diametrs ir 1,2 m, savukārt loksnes garums tajā ir atkarīgs no metāla biezuma.
Tēraudam var būt vai nu parasts cinka pārklājums, vai papildu aizsardzības slānis no krāsas materiāla vai polimēra.
Šajā gadījumā pārklājumu var uzklāt no vienas vai abām pusēm, abpusējas uzklāšanas gadījumā to var veikt ar vienu vai dažādiem materiāliem.
Svarīga informācija! Visuzticamākā un izturīgākā ir gofrētā plātne, kas pārklāta ar sintētiskiem poliestera materiāliem. Bet tas ir arī visdārgākais un visneaizsargātākais pret aizsardzības mehāniskiem bojājumiem. Tomēr pēdējo trūkumu mazina īpašu remonta savienojumu klātbūtne tirgū.
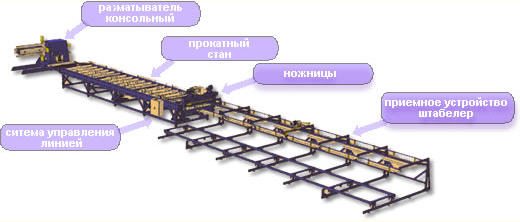
Tipiskā gofrētās plātnes ražošanas līnijas shēma parasti ietver piecas galvenās ierīces:
- Attinējs - lokšņu tērauda rullis tiek uzlikts uz tā vārpstas un tiek turēts, lai to padotu uz apstrādes vietu
- Formēšanas dzirnavas ir līnijas galvenais elements, kurā notiek faktiskā piegādātā materiāla lentes profilēšana.
- Vadības bloks - šeit var ieslēgt, izslēgt un programmēt darba ierīču parametrus
- Giljotīnas šķēres - ar to palīdzību gatavo profilu sagriež loksnēs
- Saņemšanas galds - kā likums, atbilst šobrīd ražotās loksnes izmēriem (galda platums ir fiksēts, un garums ir regulējams). Šeit gatavā produkcija tiek sakrauta un iepakota turpmākai nosūtīšanai uz noliktavu.
Svarīga informācija! Daži cienījami iekārtu ražotāji, kas ražo dažādas līnijas ražošanai: gofrētā kartona, metāla flīžu, cita veida velmēto izstrādājumu ražošanai, aprīko savus izstrādājumus ar papildu ierīcēm. Piemēram, tas var būt padeves galds, kas atrodas starp attinēju un formēšanas mašīnu, vai griešanas šķēres, kas veicina ātru ruļļa maiņu. Protams, šādi papildinājumi pozitīvi ietekmē tehnoloģisko procesu un līdz ar to arī gatavās loksnes kvalitāti.
Tomēr jebkuras līnijas galvenais elements ir velmētava. Tas sastāv no simetriskiem uz rāmja uzstādītiem vārpstu (statīviem) pāriem, kas mehāniskās saspiešanas dēļ uz loksnes veido rievojumu, velkot lenti sev cauri.
Jo vairāk to skaits, jo dziļāks profils tiek iegūts. Galu galā lenti nevar vienkārši paņemt un pie ieejas dzirnavās iestatīt to vēlamajā līkumā (izejvielas platums ir lielāks nekā gatavā produkta platums).
Šajā gadījumā metāls vismaz zaudēs plastiskumu līkumos un, visticamāk, salūzīs. Turklāt šajā gadījumā būs ļoti grūti to izstiept caur formu.

Pārejas laikā sākotnējais materiāls tiek deformēts no mazāka līkuma uz lielāku. Attiecīgi formēšanas cilindru diametrs aug no pāra uz pāri, un attālums starp tiem samazinās līdz pēdējam stendam, kur gofrētā plāksne iegūst plānoto izmēru.
Saistībā ar aprakstītajām tehnoloģijas iezīmēm praktiski nav iespējams ražot dažādu profilu izstrādājumus uz vienas dzirnavas.
Katram tipam nepieciešams savs gultas platums statīvu uzstādīšanas vietā, kā arī atbilstošs cilindru diametrs. Tomēr ir modeļi, kas ļauj ražot materiālu ar vienādu gofrēšanas augstumu, bet ar dažādu lokšņu platumu.
Teorētiski ir iespējams ražot arī citu, ar ne pārāk lielām rievojuma augstuma atšķirībām, velmētos izstrādājumus. Tomēr šajā gadījumā jums būs nepieciešams pilns aprīkojuma komplekts, ieskaitot statīvus un giljotīnas šķēres.
Ņemot vērā uzstādīšanas darbu izmaksas, šāds risinājums no finansiālā viedokļa īpaši neatšķirsies no jaunas līnijas uzstādīšanas. Jebkurš ražotājs var atšķirties no metāla biezuma, tā pārklājuma veida un gatavās gofrētās plātnes garuma.
Uz rāmja kā piedziņa ir uzstādīta elektriskā spēkstacija, kuras jauda nosaka apstrādājamā metāla maksimālo biezumu un velmēšanas ātrumu.
Taču dzirnavas ne tikai pašas veic galvenos darbus, bet ir arī balsta konstrukcija daļai pārējās tehnikas – vismaz vadības blokam un giljotīnai, kam arī ir liela nozīme.
Giljotīnas šķērēs ietilpst jebkura profesionāla grīdas seguma ražošanas līnija. Tie atkārto izejošā profila ģeometriju un tiem ir hidrauliskā, elektromehāniskā, retāk pneimatiskā piedziņa.
Izstrādājumu kvalitāte lielā mērā ir atkarīga no tiem, jo gofrētās plātnes malai nevajadzētu būt šķembām, un griezuma vietā izveidotais līkums nedrīkst ietekmēt loksnes garumu vairāk kā par 0,5 mm (saskaņā ar GOST).
Tā kā šķēru griešanas malas ir galvenais darba elements, kas ietekmē šos rādītājus, tās periodiski prasa asināšanu vai nomaiņu.

Lai vadītu visu mehānismu komplektu, tiek izmantots vadības bloks. Ražošanas procesa sākumā tas tiek ieprogrammēts noteiktam izejmateriāla biezumam, pārklājuma veidam, kā arī šeit tiek iestatīts nepieciešamais loksnes garums.
Šīm ierīcēm ir elektronika, lai problēmu gadījumā izslēgtu līniju.
Aprīkota ar šādu kontrolieri, gofrētās plātnes ražošanas līnija tiek uzskatīta par pusautomātisku. Tas ir saistīts ar faktu, ka jaunas metāla lentes uzpildīšana, kad vecais rullis ir beidzies, tiek veikta manuāli.
Pārējā laikā darbiniekiem (kuru lielākajā daļā līniju pārstāv viens strādnieks) atliek novērot, vai nav darbības traucējumu - iekārta visu darīs pati.
Un tagad jums tikai jāiepazīstas ar lokšņu jumta uzstādīšanas instrukcijasun jūsu māja tiks pārveidota!
Informācijas avoti
- Raksts no
- Lielākais jumta materiālu ražotājs
Vai raksts jums palīdzēja?